如何控制焊接结构件的焊接变形?
时间:2025-11-28 03:24:06 作者:中兆机械 点击量:102次
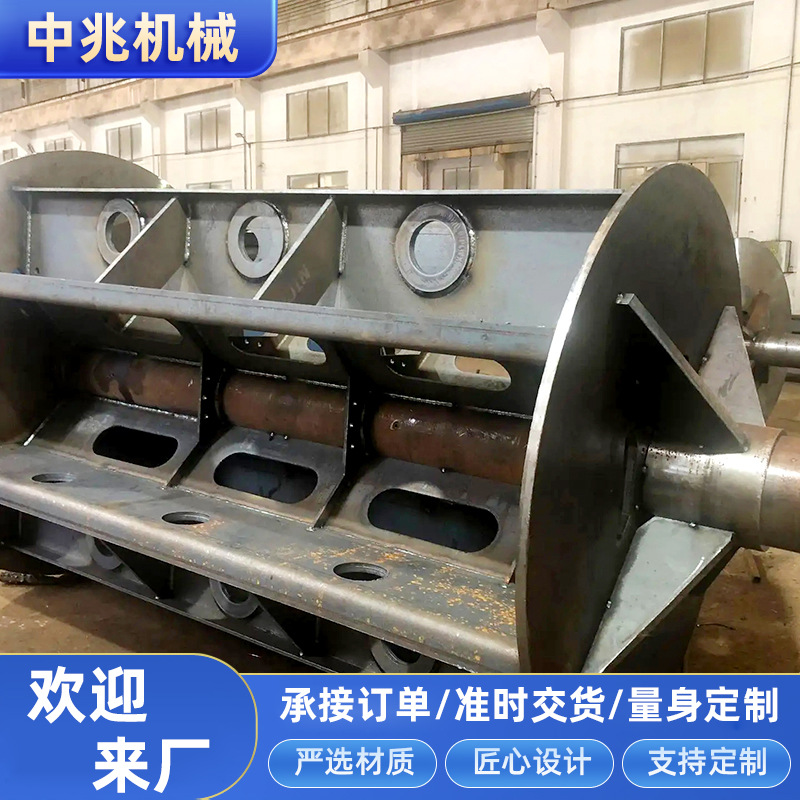
焊接变形是焊接结构件生产中常见的质量问题,主要由焊接过程中局部加热导致的热胀冷缩不均、残余应力释放等因素引发,会降低结构尺寸精度、影响装配性能,严重时甚至危及结构安然。结合工业生产实践,控制焊接变形需从设计、工艺、施工及焊后处理多维度统筹,以下是核心控制方法的详细介绍:
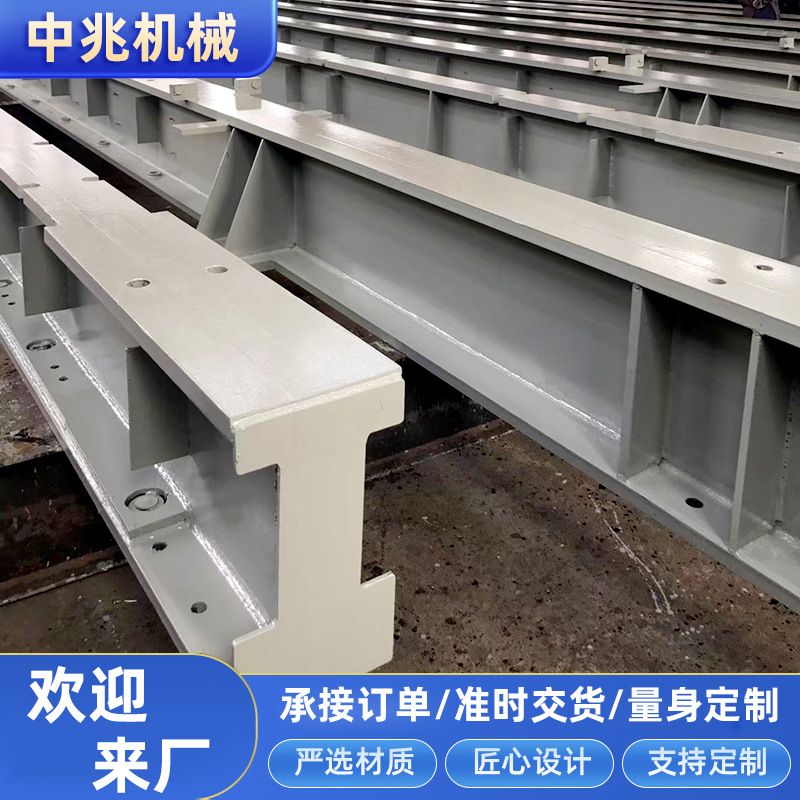
设计阶段是控制焊接变形的源头。首先应优化结构设计,尽量采用对称结构布局,使焊缝分布均匀,避免局部焊缝过于集中导致应力叠加;合理选择焊缝形式与尺寸,在满足强度要求的前提下,优先采用小焊脚、短焊缝,减少填充金属量与热输入总量。其次,简化焊接结构,减少不需要的焊缝,例如用冲压件替代焊接件、采用整体成型工艺减少拼接焊缝;对于复杂结构,可设置工艺筋或临时支撑,提高结构刚性,阻止变形。同时,避免设计刚性过大或拘束度不均的结构,预留合理的焊接收缩余量,降低变形风险。
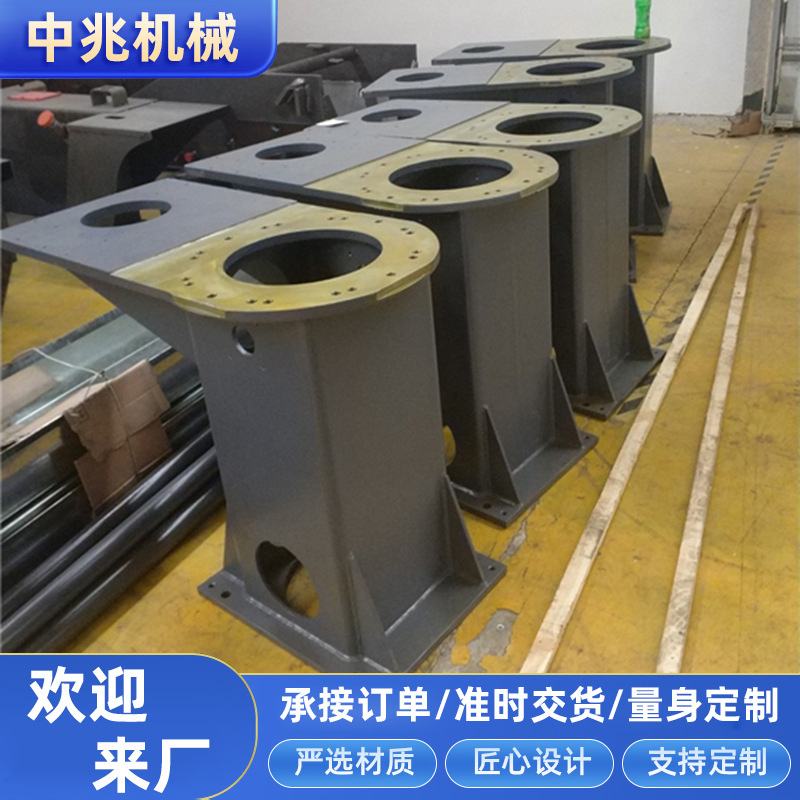
工艺优化是控制焊接变形的关键环节。焊接方法选择上,薄材优先采用低热量、精度适宜的气体保护焊(MIG/TIG)或激光焊,厚材选用埋弧焊等效果工艺,减少热输入对变形的影响。焊接参数需细致匹配材料厚度与材质,薄材采用小电流、速度适宜度、短电弧的焊接规范,厚材控制多层多道焊的每层热输入,避免单次热输入过大。坡口设计方面,中厚材优先采用X形坡口替代V形坡口,减少填充量与焊接应力;装配时严格控制间隙与错边量,需要时采用刚性固定法,通过夹具、卡具或临时点焊固定工件,限制焊接过程中的变形。
施工过程中的操作规范直接影响变形程度。焊接顺序设计需遵循“对称施焊、分散热量”原则,例如对称结构从中心向两侧施焊,长焊缝采用分段跳焊、退步焊,避免热量集中导致的局部变形;对于多焊缝结构,先焊收缩量大的焊缝,再焊收缩量小的焊缝,平衡残余应力。施焊时保持焊接速度均匀、电弧稳定,避免断弧或过度摆动,减少焊缝成形不良引发的附加变形;同时控制焊接环境温度,低温环境下需对工件预热,避免温差过大加剧变形。
焊后处理是矫正残余变形的重要手段。对于轻微变形,可采用火焰矫正法,通过局部加热使工件产生塑性变形,冷却后恢复平整,加热温度需控制在材料临界点以下,避免晶粒粗大;变形较大时可采用机械矫正法,通过压力机、千斤顶等设备施加外力,矫正结构变形。对于厚材或高拘束度结构,焊后及时进行去应力退火处理,将工件加热至550-650℃保温一段时间,缓慢冷却以释放残余应力,从根源上减少变形回弹。此外,焊后对焊缝进行打磨、圆滑过渡处理,可降低应力集中,避免后续使用中因应力释放导致的二次变形。
综上,焊接变形控制需贯穿“设计-工艺-施工-焊后”全流程,通过优化结构设计减少变形诱因,细致调控工艺参数降低热输入影响,规范操作流程平衡应力分布,配合焊后矫正与去应力处理,可效果优良将焊接变形控制在允许范围内,保护焊接结构件的尺寸精度与使用性能。